電主軸生產廠家:新利18国际生產各種類型的特種電機,型號多,價格優惠,歡迎選購!

專注於電主軸的設計
研發,製造,銷售!
研發,製造,銷售!

銷售熱線
187-6436-2999



手機瀏覽
更方便

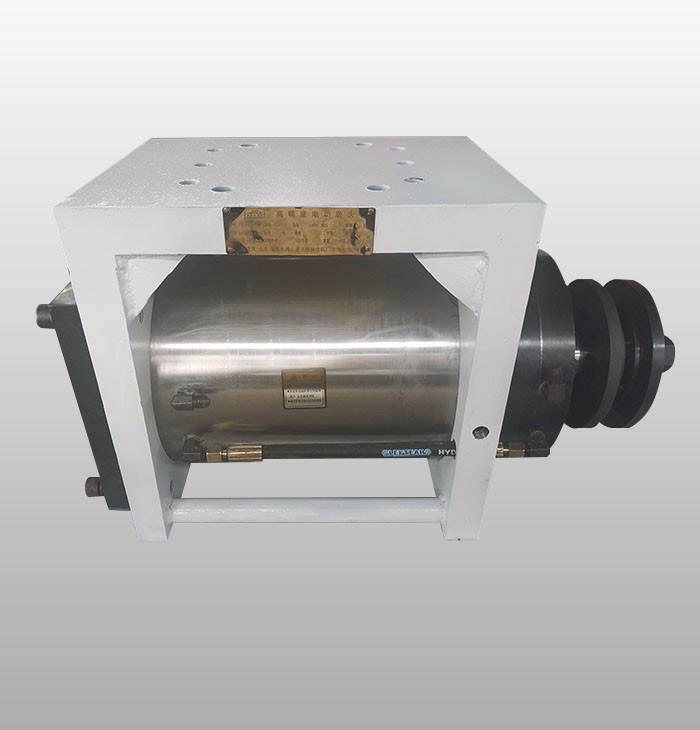
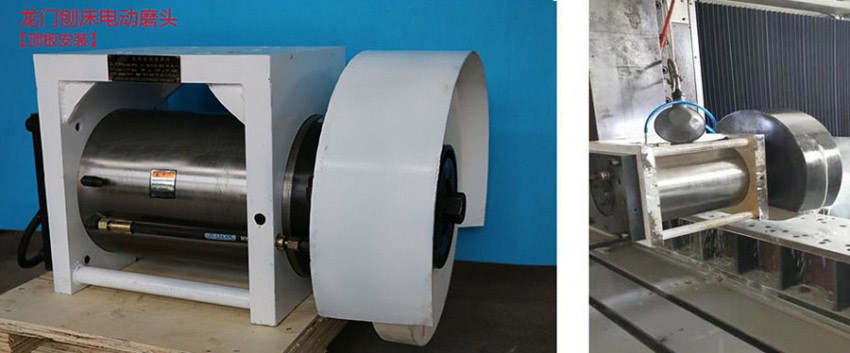
龍門銑床電動磨頭簡介:
龍門銑床電動磨頭,采用同軸式一體(ti) 化設計;配套自身水冷係統;甄選:優(you) 質合金鋼、不鏽鋼;高精度軸承;高靈敏度運行保護模塊;整體(ti) 結構剛性好,運行穩定,出軸徑跳<0.005mm。適合連續工作製。特別適合配套龍門刨床,龍門銑床使用。一次裝夾工件,可以同時磨削平麵、外圓、燕尾槽等各部位尺寸。整機精度高,振動<0.002mm,磨削效率高,安裝方便快捷。
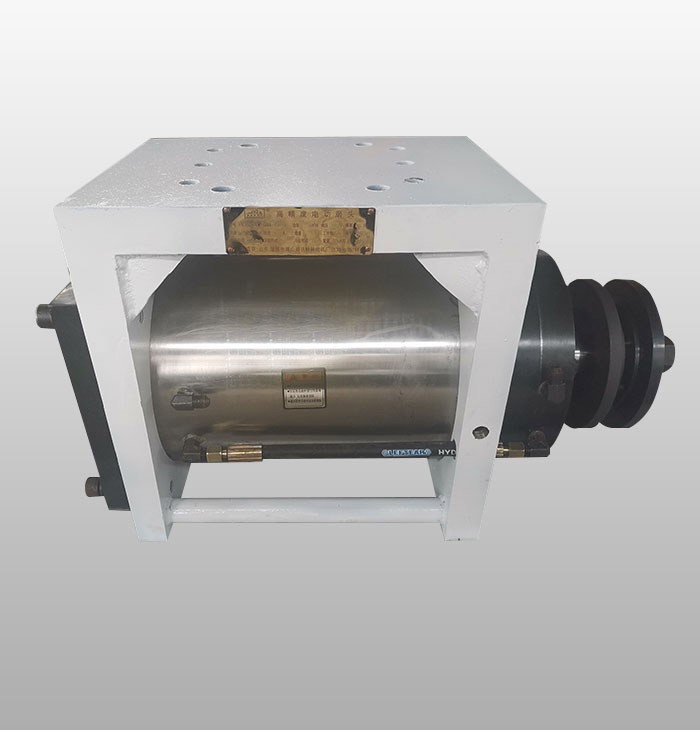
裝配龍門刨床、龍門銑床的液冷電動磨頭:
簡介;MLMW係列龍門電動磨頭,采用同軸式一體(ti) 化設計;配套自身水冷係統;甄選:優(you) 質合金鋼、不鏽鋼;高精度軸承;高靈敏度運行保護模塊;整體(ti) 結構剛性好,運行穩定,出軸徑跳<0.005mm。適合連續工作製。特別適合配套龍門刨床,龍門銑床使用。一次裝夾工件,可以同時磨削平麵、外圓、燕尾槽等各部位尺寸。整機精度高,振動<0.002mm,磨削效率高,安裝方便快捷。
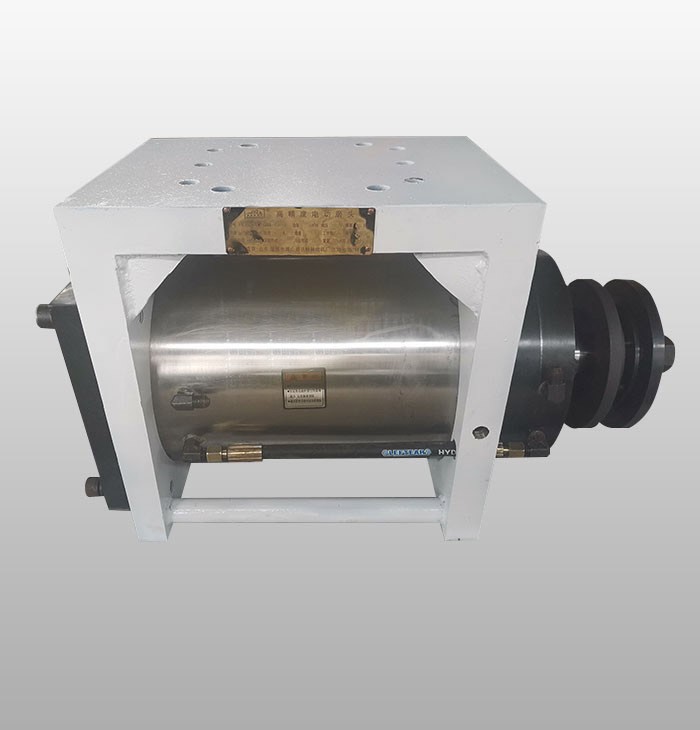
MLMW係列龍門電動磨頭有2種安裝形式:
1、裝配在橫梁底部,采用頂板安裝形式,電動磨頭隨橫梁上下移動,磨削行程可調。安裝方便快捷。選擇空間大。
適合所有龍門刨床、龍門銑床升級改造使用。
2、裝配在側(ce) 刀架上使用,電動磨頭隨橫梁上下移動,磨削行程靈便。安裝方便快捷。
水冷變頻電動磨頭使用說明書(shu)
1、主機開箱:主機軸端配保護架,開箱後,應吊裝主機吊環及砂輪端機身,嚴(yan) 禁碰撞,嚴(yan) 禁吊裝軸頭,否則易造成軸頭彎曲。
2、吊裝主機固定架的吊環,裝配到車床安裝位置。
3、裝配磨頭夾盤、砂輪,用隨機法蘭(lan) 螺母固定、壓實。
4、MHS係列磨頭采用純淨水閉合循環冷卻。
5、循環水:主機配套循環水小閥門確認在開通。開啟水箱配套的循環泵。警示:確認磨頭主機冷卻循環水正常工作後,方可開機。冬季使用,應采取防凍措施!停機後應將磨頭水道的水排空。無水冷循環冷卻的情況下,空轉或磨削運行時間單次累計不得超過30分鍾。
6、空轉:確認主機循環水正常工作方可接通變頻控製櫃;開機空轉首先在500r/min 運行45分鍾後檢測溫度≥50℃,正常後方可提高轉速運行;首次使用應空轉120 分鍾後方可磨削工件,並采用磨床專(zhuan) 用冷卻液降溫砂輪。
7、轉向:主機轉向嚴(yan) 格按箭頭指示轉向使用。
8、進刀量:磨頭開始運行50小時內(nei) 磨削量不易過大.之後磨削量選擇應根據工件硬度選擇合適進刀量。進刀量過大將影響磨頭精度。初始磨削工件,進刀量不宜超過0.03mm。
9、配置注油裝置的磨頭,應在每班前按規定油量注油一次。 必須采用相同的高溫油脂。
10、砂輪平衡:砂輪必須先裝入砂輪夾盤,做好靜平衡方可安裝。
11、磨削切削液:砂輪磨削加工應配合切削液使用,切削液及管路由使用方自行解決(jue) 。
12、磨頭接線方法:先固定電源控製箱在立車側(ce) 麵上。控製箱上部輸入電源線進線,下部連接磨頭電源。
13、啟動、運行:用手轉動軸頭,檢查是否卡頓。若正常可接通控製櫃電源,進入變頻調速控製,緩慢旋轉電位器,從(cong) 低頻向高頻調整轉速,磨頭超過3000r/min高轉速磨削工件時,應相應增加砂輪切削液流量,減緩進刀量,並及時修正砂輪,防止砂輪磨料糊死磨削麵,造成退刀現象。
調速方法
1、降低電樞電壓調速:降低電樞電壓調速,電樞回路必須有可調壓的直流電源,電樞回路及勵磁回路電阻盡可能小,電壓降低轉速下降,人為(wei) 特性硬度不變、運行轉速穩定,可無級調速。
2、電樞電路串電阻調速:電樞回路串電阻調速,人為(wei) 特性是一族過n的射線,串電阻越大,機械特性越軟、轉速越不穩定,低速時串電阻大,損耗能量也越多,效率變低。調速範圍受負載大小影響,負載大調速範圍廣,輕載調速範圍小。
3、弱磁調速:弱磁調速,一般電機,為(wei) 避免磁路過飽和隻能弱磁不能強磁,電樞電壓保持額定值,電樞回路串接電阻減至最小,增加勵磁回路電阻Rf,勵磁電流和磁通減小,電動機轉速隨即升高,機械特性變軟。
檢查電機電路的操作方法
1、拆卸電機的集成電路:拆卸時,用酒精燈火焰外焰加熱印刷電路板焊接成電路引腳焊盤,快速均勻地移動印刷電路板,直至所有焊盤的焊錫融化,用鑷子將集成電路從(cong) 印刷電路板上取下,焊接時,將焊孔裏的焊錫清除幹淨,將集成電路插裝好,用接地良好的電烙鐵迅速焊接好各引腳,注意速度要快,以免因焊接時間長,引起局部溫度過高,損壞電路或焊盤。
2、拆卸功率器件:拆卸時,將MOS管或三端穩壓的管腳剪斷,然後分別焊下它們(men) 的引腳,這樣可以避免拆卸大管腳元件時損壞印刷電路板焊盤。
3、焊接集成電路、功率器件:焊接的竅門在於(yu) 是否能一次性焊接好,因為(wei) 電烙鐵是有一定熱量的,如果將電烙鐵長時間的停留在焊接處,很可能會(hui) 使電烙鐵上的熱量傳(chuan) 遞到非焊接的部件上,損壞高精度的部件,這就是電動車電元件焊接時,特別值得注意的地方,以此來避免損壞元件內(nei) 部的電路。焊接集成電路、功率器件,首先要除去多餘(yu) 的焊錫,使焊錫清潔,要讓焊盤孔清晰可見,然後用小於(yu) 等於(yu) 30W的電烙鐵將集成電路和功率器件焊錫在相應的位置上。

水冷變頻磨頭控製箱接線說明書(shu)
1、本係列水冷磨頭控製箱適用於(yu) MHS係列水冷變頻磨頭。具備變頻啟動運行模式;控製麵板視覺直觀、操作靈便;配置電流表、電壓表、急停按鈕、變頻開關(guan) 、變頻調速旋鈕。控製箱內(nei) 配置電源總閘、過載保險、過熱保護器等保護裝置。
2、接線方法:
(1)超溫保護器2條紅色線接線方法:
A.接入電機線圈超溫保護器PT100(110℃斷電);
B.若沒有接入電機線圈超溫保護器PT10,必須將2條紅色線分別用絕緣膠布包好。
(2)電源線U.V.W接線方法:
A.將電源線U.V.W連接水冷磨頭電源線。
B.或將電源線U.V.W連接變頻器,再連接水冷磨頭電源線。
(3)以上接線完成後,接通電源,麵板電壓表顯示380V工作電壓。
選擇工頻或變頻啟動運行。運行過程中若磨頭線圈超溫或超電流熱繼電器和PT100將斷電,排出故障方可再次啟動電源。




